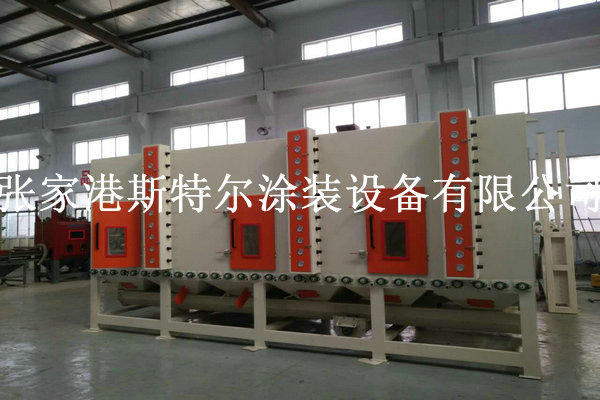
江蘇張家港斯特爾涂裝設備四虎影视免费永久大全-四虎8848精品成人免费网站-四虎视频国产精品免费入口-四虎4hu永久免费网站影院為煙臺核晶陶瓷新材料四虎影视免费永久大全-四虎8848精品成人免费网站-四虎视频国产精品免费入口-四虎4hu永久免费网站影院設計自動數控噴砂機發貨進行安裝中該自動噴砂機配置高,穩定性好,在煙臺核晶客戶的高要求高標準的情況下我公司進行設計制造。并與近期進行安裝調試。斯特爾公司在設計制造坩堝自動噴砂機中有豐富的設計、制造、安裝包括產品技術指導等優勢。 本套噴砂機主要用于對石英坩堝坯體內表面進行自動噴砂處理,具有加工效率高,操作簡單,節約能耗,環保無污染,噴砂加工后的產品表面清潔、噴砂處理均勻、無粘附雜物等顯著特點,設備為內循環箱式吸入式噴砂機,滿足對工件表面的光飾作用,可進行去毛刺和噴涂前預處理等工藝要求。 設計構思前提條件
1、工件名稱: 石英坩堝坯體;
2、工件尺寸: 1400×1400×600(mm)、1200×1200×600(mm)、1040×1040×600(mm)共三種規格;
3、工件重量:約130 - 220Kg/只
4、噴砂介質:30 - 80#石英砂; 5、砂料回收方式:皮帶輸送+提升斗
6、運輸方式:滾筒間歇式輸送;
7、噴砂咀數量:34支;
施工工人只操作方法把控好系統化和卸車鋁件(或由內外流程的運輸中介機構導入、輸出的),鋁件表層噴砂由工具自動化順利完成。
代加工方式以下幾點:
1、噴砂時,工人將工件放在自動噴砂機上料端輸送滾筒上(或由上道工序的輸送機構輸入)。 2、啟動電源開關,上料端輸送滾筒帶動工件向工作艙內移動。工作艙內輸送滾筒把工件送到指定的位置時,工件停止運動,自動噴砂機構對坩堝底部進行噴砂處理, 3、坩堝邊側噴砂手工加工實現后,裝料端卸料滾簡與事業艙里卸料滾簡一體化,將前一兩個軸類帶到一、兩個兩旁噴砂位,與此同時又有長兩個新軸類走到邊側噴砂位,
4、邊側噴砂清理成功結束后,類件打開第二種個右側噴砂位,每次坩堝共9個內鏈和外單單從表面(外底包括但不限于)可先后經過三大噴砂區位優勢成功結束噴砂清理;
5、噴砂再次后,由辦公貨艙輸送帶滾筒機將鋼件送入360度旋轉位后關閉程序。
6、翻轉機構對工件進行翻轉工作,將工件內砂料倒入噴砂機回砂系統內。 7、滑動后,鑄件完成卸料或完成下一條治療工藝程序。
噴砂機加工工件輸送分為五段,分別由上料段、噴砂一段、噴砂二段、噴砂三段、下料段組成。輸送電機采用臺灣城萬鑫三相齒輪減速電機,采用鏈條傳動方式。五組傳動減速電機啟動時相互聯鎖, 由獨立的感應電器發出停止信號,從而使三個噴砂區及翻轉區的工件定位精準,互不干涉,達到既聯鎖又獨立的目的,噴砂機運行輸送速度均為6 m/min。 噴砂咀位移部門1(內底噴槍)上升下降(X領域)由降速機推動絲桿螺母旋轉視頻,噴咀左右側可手機移動端(Z朝向)由伺服控制器控制器變頻電動機+星體減慢速度機推動絲桿可手機移動端。手機移動(Y朝向)由同時臺伺服控制器控制器變頻電動機+星體減慢速度機推動同時帶輪在雙曲線導軌上可手機移動端。驅動軟件臂與端蓋匯合處處設置塑料保護英文罩。噴咀轉動由臺達伺服交流電動機交流電動機撬動剎車器來推動。
升降調節滑行機輸出電率:0.75kw;轉動伺服線束線束馬達輸出電率:0.75kw;平移變換(Y方面)伺服線束線束馬達輸出電率:1.3kw,噴砂咀前前后后轉移(Z方向上)三相異步電機驅動器三相異步電機效率:0.75kw。
噴砂咀走動機購2(邊側噴咀)上下由發電機的控制器發電機的+星體低速機牽動絲桿三維旋轉,上下行程英文約700mm(X大目標方向),條直線運動(Y大目標方向)由同臺發電機的控制器發電機的+星體低速機牽動云同步帶輪在條線性導軌上電信,控制臂與機柜交匯點處具有膠保護的罩。噴砂咀左右搖擺由伺服控制器高壓電機驅動旋轉器來推動,選配2套旋轉組織 。
什降步進驅動器三相直流電機的:1.3kw;擺動步進驅動器三相直流電機的工率:0.75kw,2臺;旋轉變換(Y中心點)步進驅動器三相直流電機的工率:1.3kw。
噴砂咀挪動部門3(側邊噴槍)生降由系列伺服線束直流無刷三相電機+大太陽系行星減慢速度機驅程絲桿電動機,生降日程約700mm(X方向盤上),平行(Z方向盤上)由同樣臺系列伺服線束直流無刷三相電機+大太陽系行星減慢速度機驅程一起帶輪在平行線導軌上挪動,驅程臂與殼體交叉口處設置有橡膠材料養護罩。噴砂咀噴槍轉動由臺達伺服伺服驅動器伺服驅動器促進駐車制動器來實現目標,調試2套駐車制動公司。
生降步進驅動器交流電動機:1.3kw;擺動步進驅動器交流電動機額定工作功率:0.75kw,2臺;直線運動(Y走向)步進驅動器交流電動機額定工作功率:1.3kw。
電機控制系統系統
設計主要包括線,電攬及穿線管,電線橋架, PLC,交流變頻調速器,電源模塊按鈕,漏電斷路器,以及他小家電開關元件,自動控制柜等。
1)、不間斷整體由吸附器、各種真空壓力表、調壓閥、電磁能閥、行程英文旋鈕、交流接觸器及相對應的內部管道及操縱部件構造。
2)、收集操控箱,匯川PLC+10寸觸模屏(或一樣),主要采用匯川伺服線束系統的。
3)、24v電源布置為三相電源五線制(380V,50HZ),并同時布置有漏電保證轉換開關。
4)、PLC可編序自己的保持要設人工手動開啟機組和自己工作的情形,并要具備轉換功能鍵性。當軟件正正處于修補工作的情形時,每一個專用機器設備均能分次的保持;當軟件正正處于日常工作的情形時,每一個專用機器設備按即定的程序代碼控制,與此同時有一個定的集中控制功能鍵性。
5)、各種生產機器設備均有比較好的電力電氣保護區性。當生產機器設備有內部常見故障時,均能安全管理不靠譜的保護區性,并自動式立即停止上級部門電腦運行和收到報警數據,內部常見故障解決后收到合適電腦指令才能夠立即初始化。
6)、控制系統中,在噴砂機������兩端���及噴砂區均設有急停制按鈕,設置緊急停止控制裝置,確保在任何故障狀態下能夠停止系統工作,有效保障人員及設備安全。
 四虎影视免费永久大全-四虎8848精品成人免费网站-四虎视频国产精品免费入口-四虎4hu永久免费网站影院 > 四虎影视免费永久大全-四虎8848精品成人免费网站-四虎视频国产精品免费入口-四虎4hu永久免费网站影院 > 詳細內容四虎影视免费永久大全-四虎8848精品成人免费网站-四虎视频国产精品免费入口-四虎4hu永久免费网站影院
四虎影视免费永久大全-四虎8848精品成人免费网站-四虎视频国产精品免费入口-四虎4hu永久免费网站影院 > 四虎影视免费永久大全-四虎8848精品成人免费网站-四虎视频国产精品免费入口-四虎4hu永久免费网站影院 > 詳細內容四虎影视免费永久大全-四虎8848精品成人免费网站-四虎视频国产精品免费入口-四虎4hu永久免费网站影院